
enviar e-mail info@xinhuatextile.com
Precisa de ajuda?+86 -13805995216
enviar e-mail info@xinhuatextile.com
Precisa de ajuda?+86 -13805995216
Como fabricantes profissionais, recebemos frequentemente perguntas de clientes questionando: "Como exatamente o tecido não tecido é transformado a partir de grânulos de plástico?" Hoje, convidamos você a visitar nossas instalações de produção e descobrir todo o processo de fabricação — desde a matéria-prima de polipropileno (PP) até o produto final. tecido não tecido produto.

I. Seleção de Matérias-Primas
Tudo começa com grânulos de PP — uma resina termoplástica de alta pureza e não tóxica.
Critérios de seleção de materiais: Selecionamos tipos específicos de matérias-primas de PP caracterizadas por alta fluidez e distribuição de massa molecular estreita, o que as torna a escolha ideal para o processo de fiação.
Aditivos auxiliares: Incorporamos diversos masterbatches em proporções precisas, incluindo masterbatches de cor, agentes antienvelhecimento, retardantes de chama (ou agentes hidrofílicos/hidrofóbicos), bem como masterbatches de carbonato de cálcio.
Antes de entrarem em produção, essas matérias-primas passam por processos de secagem e remoção de impurezas para evitar a formação de bolhas de ar ou a quebra dos filamentos durante as etapas subsequentes de processamento.
II. Fusão e Extrusão
As matérias-primas são transportadas para a extrusora através de um sistema de sucção a vácuo.
Aquecimento e Fusão: Através da ação sinérgica do cisalhamento por parafuso e do aquecimento elétrico, a temperatura dentro do cilindro é elevada gradualmente em etapas, atingindo valores entre 180°C e 250°C, fazendo com que os grânulos de PP derretam e se transformem em um fluido viscoso.
Filtração e Dosagem: O fluido polimérico fundido passa por um filtro para remover impurezas, enquanto uma bomba dosadora controla com precisão sua vazão de saída.
III. Fiação e Conformação
O polímero fundido é distribuído para a fieira — uma placa de metal perfurada com milhares de orifícios capilares de precisão.
Extrusão em filamentos: Sob alta pressão, o polímero fundido é forçado através desses microporos, formando assim filamentos de fibra nascentes.
Resfriamento por sopro lateral: Um fluxo de ar frio é direcionado rapidamente aos filamentos de fibra, fazendo com que se solidifiquem rapidamente e formem filamentos sólidos e contínuos; a velocidade, a umidade e a temperatura do fluxo de ar são precisamente reguladas para garantir o controle preciso da finura e cristalinidade da fibra. IV. Trefilação por jato de ar
Em seguida, os filamentos de fibra entram em uma unidade de trefilação de alta velocidade — uma etapa crítica em todo o processo de fabricação.
Princípio de funcionamento: O ar comprimido gera um fluxo de ar supersônico dentro desta unidade, submetendo cada filamento individual a um estiramento de alta velocidade.
Efeitos do Processo: Este processo induz a orientação e a cristalização das cadeias moleculares dentro das fibras, reduzindo assim o diâmetro (finura) do filamento para uma faixa de 1,5 a 3,0 denier. Simultaneamente, a resistência à tração, o módulo de elasticidade e a tenacidade do material são significativamente aprimorados.
V. Espalhamento de fibras e formação de teias
O fluxo de ar transporta os filamentos até um dispositivo de espalhamento (como uma unidade oscilante recíproca), que dispersa os feixes de fibras e os deposita uniformemente sobre uma esteira transportadora móvel formadora de teia.
Método de formação da teia: Ajustando a direção do fluxo de ar, a frequência de oscilação e a velocidade da esteira transportadora, o arranjo das fibras pode ser controlado com precisão, resultando na formação de uma teia de fibras entrelaçadas em múltiplas camadas com uma estrutura tridimensional.
VI. Ligação Térmica (Calandragem)
Em seguida, a tela de fibra deve passar por um tratamento de ligação térmica por meio de uma calandra para consolidar sua estrutura. Equipamento: Consiste em um par de rolos aquecidos; a superfície de um dos rolos é gravada com um padrão específico (por exemplo, diamante, ponto, etc.), projetado para criar pontos de ligação específicos.
Fluxo do processo: A manta de fibra passa pela zona de contato (o espaço entre os dois rolos), onde a temperatura dos rolos é normalmente ajustada entre 190 °C e 210 °C. Nos pontos de contato correspondentes ao padrão gravado, as fibras derretem e se unem umas às outras; nas áreas sem contato, as fibras mantêm seu estado original.
Efeitos do Processo: O tecido resultante apresenta alta resistência à tração, excelente respirabilidade e um toque macio. Ajustando parâmetros como temperatura, pressão e padrão de rolos, atributos de desempenho específicos — como espessura, resistência e alongamento do tecido — podem ser personalizados de acordo com as necessidades.
VII. Pós-processamento (Opcional)
Tratamentos adicionais, online ou presenciais, podem ser realizados conforme necessário:
Tratamento Corona: Aumenta a tensão superficial do tecido para facilitar os processos subsequentes de impressão ou revestimento. Revestimento Hidrofílico/Hidrofóbico/Antiestático: Aplicado por meio de pulverização ou rotomoldagem, seguido de tratamentos de secagem e cura.
Acabamento retardante de chamas/antibacteriano: Adequado para aplicações nos setores médico e de higiene, interiores automotivos e áreas similares.
VIII. Inspeção, enrolamento e embalagem em linha
Inspeção em linha: Monitoramento em tempo real da uniformidade do tecido, do estado de defeitos e de outros parâmetros críticos usando medidores de espessura, detectores de metais e sistemas de visão artificial.
Corte das bordas: As bordas do tecido são aparadas para garantir um acabamento limpo e uniforme; os retalhos resultantes são coletados e reciclados.
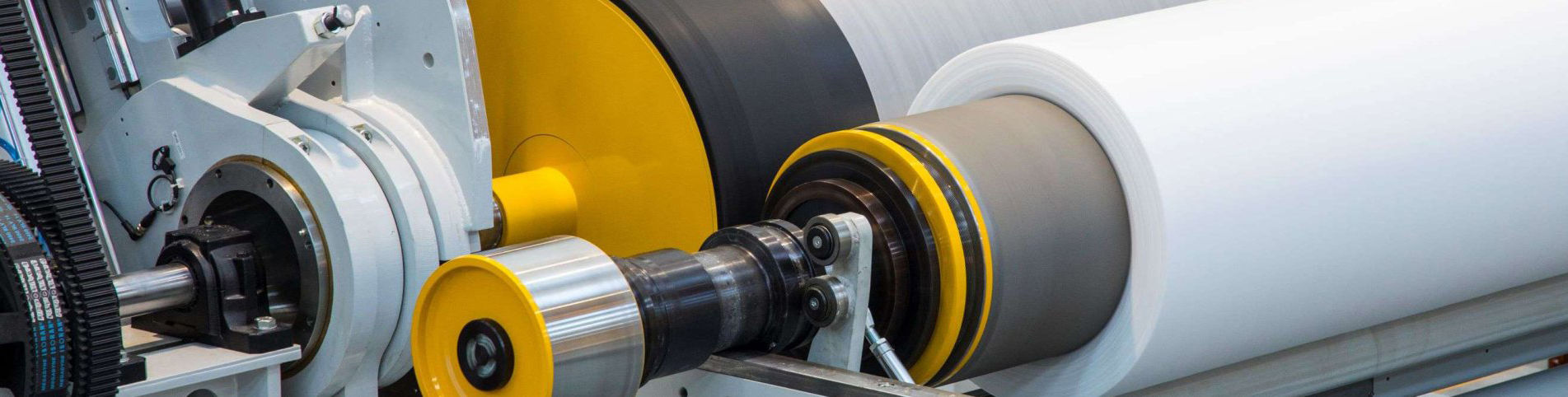
Enrolamento: Sob controle preciso de tensão, o tecido acabado é enrolado em grandes rolos que atendem às especificações padrão.
Embalagem e envio: Os rolos de tecido são embalados selando-os em filme PE à prova de umidade ou colocando-os em caixas de papelão; em seguida, são etiquetados, carregados em contêineres e transportados para o porto.
Cada rolo de tecido que produzimos é resultado de um rigoroso controle de qualidade. Compreender melhor nossos processos de produção não só lhe trará tranquilidade, como também nos permitirá oferecer recomendações precisas e sugerir as especificações que melhor atendem às suas necessidades.

Caso tenha alguma necessidade, não hesite em nos contatar a qualquer momento.
Por favor, continue lendo, fique por dentro das novidades, inscreva-se e fique à vontade para nos dizer o que você pensa.
Direitos autorais
@ 2026 Xinhua Textile Co., Limitada Todos os direitos reservados
. SUPORTADO POR REDE
SUPORTADO POR REDE
Hi! Click one of our members below to chat on
 Português
Português  English
English Français
Français Deutsch
Deutsch Русский
Русский Italiano
Italiano Español
Español عربي
عربي Indonesia
Indonesia עִברִית
עִברִית











